ОРГАНИЗАЦИЯ МОНТАЖНЫХ РАБОТ
ОБЩИЕ ТРЕБОВАНИЯ
Сооружение лифтовой установки включает в себя комплекс разнообразных работ: строительных, слесарно-монтажных, сварочных, электромонтажных, отделочных и пуско-наладочных работ.Монтаж лифтов осуществляют, как правило, специализированные монтажные организации в соответствии с технической документацией завода-изготовителя лифтов, руководствуясь при этом следующей основной нормативной документацией: «Правила устройства и безопасной эксплуатации лифтов» (ПУБЭЛ) Госгортехнадзора СССР; ГОСТ 22845—77 «Лифты пассажирские, больничные и грузовые. Правила производства и приемки работ»; СНиП II1-4-80 «Техника безопасности в строительстве»; «Правила технической эксплуатации электроустановок потребителей» (ПТЭ) и «Правила техники безопасности при эксплуатации электроустановок потребителей» (ПТБ); «Правила устройства электроустановок» (ПУЭ); Альбом задании на проектирование строительной части лифтовых установок АТ-6 ЦПКБ по лифтам ВПО «Союзлифтмаш»; Ведомственные инструкции по монтажу и технике безопасности при монтаже лифтов, Положение о взаимоотношении организаций генеральных подрядчиков с субподрядными организациями; «Указания по совместному выполнению строительно-монтажных работ по сооружению лифтовых установок МСН 255-70/ММСС СССР.
Монтаж лифтов выполняют па основании договора, заключенного между генподрядной строительной организацией или заказчиком и организацией по монтажу лифтов. Расчеты между ними за выполненную работу производятся на основании согласованных смет. Вся проектно-сметная документация должна направляться генподрядчиком в адрес монтажной организации заблаговременно для проверки и выдачи замечаний по ней.
Сметная стоимость монтажных работ определяется по ценнику на монтаж оборудования № 3 «Подъемно-транспортное оборудование» или по укрупненным сметным нормам (УСН), а в случае монтажа нетиповых лифтов — по индивидуальным калькуляциям.
В соответствии с установленными в договоре сроками строительная организация передает выполненную ею строительную часть лифтовой установки, а также оборудование лифта, монтажной организации для производства монтажных работ. После окончания механомонтажных и электромонтажных работ строительная организация выполняет в шахте, приямке и машинном помещении лифта все строительно-отделочные работы.
Монтаж лифта поручается бригаде, состоящей обычно из 2—3 чел., выполняющих весь комплекс механомонтажных и электромонтажных работ. Па объектах, где одновременно монтируют несколько лифтов (не менее 4—5), целесообразно укрупнять бригады до 8—10 чел.
До начала монтажа бригаде выдается комплексный наряд на производство работ. Комплексный наряд на монтаж типовых лифтов составляется по укрупненным нормам ВНиР сборника В-8 «Монтаж лифтов» вып. 1980 г. Также до начала монтажа бригада должна быть обеспечена необходимым для производства работ инструментом и оснасткой и комплектом технической документации завода — изготовителя лифта.
Монтаж лифта должен производиться бригадой по типовой технологической инструкции, принятой для данной монтажной организации и утвержденной в установленном порядке. Если условия монтажа не позволяют использовать типовые решения, должна быть составлена индивидуальная технологическая записка или проект производства работ (ППР), утвержденный главным инженером монтажной организации.
В некоторых монтажных организациях разработаны и применяются технологические карты на монтаж типовых лифтов, в которых описан порядок выполнения монтажных операций, состав звена и перечень необходимого инструмента, материалов и оснастки для каждой операции.
В отдельных случаях, когда при монтаже лифтов имеются небольшие отступления в фактической установке оборудования от проектной документации завода-изготовителя, монтажная организация по согласованию с ЦПКБ по лифтам может вносить изменения в установочные чертежи при условии соблюдения требований Правил Госгортехнадзора СССР.
ТРЕБОВАНИЯ К СТРОИТЕЛЬНОЙ ЧАСТИ ЛИФТОВОЙ УСТАНОВКИ
Строительная часть лифтовой установки состоит из шахты с приямком, машинного и блочного помещений. В зависимости от типа и конструкции лифта машинное помещение может располагаться как вверху, так и внизу шахты.
Строительная часть лифта сооружается по чертежам проектной организации, проектирующей здание, с учетом требований альбома АТ-6 и ГОСТ 22845—77. Все отступления от альбома АТ-6 должны согласовываться с ЦПКБ по лифтам.
Машинное и блочное помещения. Размеры машинного и блочного помещений должны соответствовать монтажному (установочному) чертежу завода-изготовителя лифта, отклонения допускаются только в сторону увеличения габаритных размеров. При проектировании и строительстве машинного (блочного) помещения должны быть соблюдены следующие основные размеры и требования, установленные разд. 6 Правил Госгортехнадзора СССР: высота машинного помещения должна быть не менее 2200 мм; подходы к лебедке лифта не менее чем с двух сторон при ширине прохода не менее 500 мм; ширина прохода (в свету) с передней стороны панели управления не менее 750 мм; при входе в машинном помещении должна быть свободная площадь размером 1000X1000 мм.
Отверстия в полу машинного (блочного) помещения должны обеспечивать зазор между канатом и кромкой отверстия не менее 25 и не более 50 мм. Вокруг отверстий должны быть установлены бортики высотой не менее 75 мм над уровнем чистого пола. Для обеспечения ремонтных работ под перекрытием машинного помещения должен быть установлен монорельс или крюк для навешивания грузоподъемного механизма, а в полу машинного помещения — люк с крышкой. Размеры и координация монорельса и люка указываются в строительном и монтажном чертежах. Дверь в машинном помещении обивается железом по асбесту, имеет высоту не менее 1800 мм, открывается наружу, снабжена надежным замком и вентиляционным отверстием. Стены машинного и блочного помещений необходимо оштукатуривать, панели стен окрашивать масляной краской. Машинное помещение должно быть сухим, иметь естественную или принудительную вентиляцию, контур для заземления, ввод электроэнергии, указанной в проекте мощности и освещение от общей сети здания. Выключатель освещения следует устанавливать внутри помещения у входной двери. Не разрешается устанавливать механизмы, приборы, пуско-регулирующие устройства , и другое оборудование, не относящееся к лифту. В машинном (блочном) помещении должна быть плюсовая температура 5—35° С.
Чистый пол в помещении выполняют после прокладки труб или устройства каналов для электропроводки.
При верхнем расположении привода лифта строительные работы по устройству перекрытия машинного помещения выполняет строительная организация после подачи в него лебедки и панели управления.
Шахта. Стены шахты выполняют из железобетона или кирпича. Железосетчатые шахты применяются редко при обязательном согласовании с головной проектной организацией — ЦПКБ по лифтам. Стены шахты не должны иметь впадин и выступов. Кирпичные стены можно не оштукатуривать, если выполнена расшивка швов. Стены шахт лифтов специального назначения (больничные, пищевые и т. п.) должны быть оштукатурены и окрашены.
Приямок шахты должен быть защищен от грунтовых и сточных вод, стены его окрашены на высоту приямка. Приямок при глубине до 2000 мм должен иметь лестницу или скобы, а при глубине свыше 2000 мм — дверь, которая должна открываться наружу, иметь размеры не менее 900X1800 мм, надежно запираться и иметь электрический предохранительный контакт.
При возведении стен шахты в них устанавливают металлические закладные детали для крепления кронштейнов направляющих и дверей шахты. Отклонение от проектных размеров шахты и приямка в плане допускается только в сторону увеличения, но пе более 30 мм. Отклонение закладных деталей в плоскостях стен шахты не должно превышать 10 мм. Отклонение стен шахты от вертикальной плоскости не должно быть более: при высоте стен до 45 м — 15 мм; 45—75 м — 20 мм; 75—150 м — 30 мм.
Смещение осей проемов шахтных дверей относительно вертикальной оси не должно превышать 10 мм.
На каждом посадочном этаже в непосредственной близости от дверного проема на степе должна быть нанесена краской отметка чистого пола. В шахте должно быть устроено временное освещение напряжением тока не свыше 42 В. Светильник временного освещения устанавливают над каждым рабочим настилом. Освещенность в шахте должна быть не менее 50 люкс.
Особое внимание при сооружении и приемке под монтаж шахты должно быть обращено на соблюдение проектных размеров: глубину приямка; высоту и ширину проема шахтных дверей; размер от уровня верхней остановки до перекрытия над шахтой. Эти размеры должны быть не менее указанных в альбоме АТ-6.
В шахте лифта строительной организацией должны быть установлены леса или подмости по эскизам, выданным монтажной организацией, а также ограждения проемов дверей шахты в соответствии со СНиП II1-4-80.
При сооружении шахты должны быть выдержаны размеры и требования, установленные в разд. 4 Правил Госгортехнадзора СССР.
ПРОВЕРКА ГОТОВНОСТИ СТРОИТЕЛЬНОЙ ЧАСТИ
В соответствии с договором генподрядная строительная организация не позднее чем за 10 дней до установленного срока начала монтажных работ вызывает на объект представителя монтажной организации для определения готовности объекта к началу монтажа. Представитель монтажной организации на объекте проверяет: по монтажному чертежу размеры шахты и машинного помещения; наличие в шахте лесов (подмостей) и соответствие их выданному эскизу; установку ограждений дверных проемов; исполнительную схему строительной части шахты (прил. 1 к ГОСТ 22845—77); наличие, состояние и комплектность оборудования и технической документации завода-изготовителя.
Одновременно с представителем генподрядной организации решаются следующие вопросы: предоставление временного помещения для монтажной бригады и мастерской; определение срока доставки лифтового оборудования в зону монтажа и использование башенного крана для подъема оборудования; обеспечение монтажных работ материалами для постоянного освещения шахты (провода и арматура), а также маслом для заливки в редукторы лебедок.
Если объект нс готов к монтажу, составляется двухсторонний акт обследования, в котором фиксируется состояние объекта, дается перечень работ, подлежащих выполнению до начала монтажа, и определяются сроки выполнения этих работ.
При готовности объекта к монтажу или после устранения замечаний, указанных в акте обследования, представители монтажной и генподрядной организаций подписывают «Акт готовности строительной части к производству работ по монтажу оборудования лифта» (прил. 1 к ГОСТ 22845—77).
Руководитель монтажных работ (прораб, мастер или бригадир) до начала монтажа должен ознакомиться со сметно-договорной документацией, актом обследования и актом готовности строительной части, произвести совместного с представителем генподрядчика проверку готовности подмостей, установленных в шахте, и ограждений дверных проемов.
Результаты проверки оформляются актом (Прил. 2 к ГОСТ 22845—77).
ПРИЕМКА ПОД МОНТАЖ ОБОРУДОВАНИЯ ЛИФТА
Оборудование и техдокументация лифта поставляются заводом-изготовителем в адрес заказчика в объеме, предусмотренном ГОСТ 22011—76 «Лифты пассажирские, больничные и грузовые. Технические условия».
Техническая документация, как правило, отправляется вместе с оборудованием лифта в одном из ящиков (обычно место До 1). Допускается отправка технической документации почтой одновременно с отгрузкой оборудования. При поставке на один объект нескольких лифтов одинаковой характеристики завод-изготовитель посылает один комплект технической документации, а паспорта и монтажные чертежи на каждый лифт.
Основным документом, по которому лифт регистрируется в органах Госгортехнадзора, является паспорт лифта. Паспорт лифта должен быть выполнен по установленной форме с заполнением всех граф его характеристики, иметь подписи должностных лиц и печать завода-изготовителя-
Паспорт лифта должен включать монтажный (установочный) чертеж, принципиальную электросхему управления лифтом, паспорта на лебедку, ограничитель скорости, пружины тормоза лебедки, буферов и клещевых ловителей.
Оборудование вывозится на объект заказчиком (генподрядчиком) по заявке монтажной организации в установленные договором сроки.
Руководитель монтажных работ принимает оборудование и техническую документацию в зоне монтажа при наличии готовности строительной части лифта.
При приемке оборудования производится внешний осмотр без разборки на узлы и детали, при этом проверяется. соответствие оборудования проекту; комплектность (по комплектовочной ведомости); отсутствие видимых повреждений и дефектов оборудования, сохранность окраски, консервирующих покрытий и пломб; наличие технической документации.
1схническая документация должна быть получена руководителем работ в следующем составе: комплектовочная ведомость, монтажные чертежи, проект электропривода и автоматики с принципиальной (2 экз.) и монтажными электросхемами, инструкция по монтажу, сборочные чертежи основных узлов оборудования.
Приемка оборудования в монтаж оформляется актом (прил. 3 к ГОСТ 22845—77). Обнаруженные при приемке несоответствия оборудования проекту, некомплектность поставки, повреждения, необходимость ревизии (в случае плохих условий хранения или хранения свыше гарантийного срока) и другие дефекты должны быть отражены в акте и устранены заказчиком в установленные в акте сроки.
ОСОБЕННОСТИ ОРГАНИЗАЦИИ РАБОТ ПРИ ВНЕДРЕНИИ ИНДУСТРИАЛЬНЫХ МЕТОДОВ МОНТАЖА
Внедрение монтажными организациями индустриальных методов монтажа лифтовых установок потребовало организации специализированных участков по оснащению оборудованием и монтажу железобетонных объемных элементов (тюбингов) шахт лифтов. Такие участки создаются или па специально выделенной территории домостроительных комбинатов (ДСК), или на производственно-комплектовочных базах монтажных организаций.
Наиболее перспективным для внедрения индустриальных методов монтажа является создание монтажными организациями собственных производственно-комплектовочных баз (ПКБ). Эти базы дают возможность монтажным организациям получать и хранить оборудование лифтов, поступающее от заводов-изготовителей в адрес заказчиков.
На ПКБ, кроме указанных выше работ по оснащению тюбингов, выполняют входной контроль качества поступающего оборудования; укрупнение узлов лифтов, разделку кабельной продукции; заготовку жгутов электропроводки; зарядку электроаппаратуры; промывку и заливку маслом редукторов; очистку канатов от консервирующей смазки; проверку лебедок под нагрузкой; исправление дефектов оборудования и т. п.
В результате создания ПКБ сократился объем монтажных работ на объектах строительства, сокращается время монтажа лифтов, повышаются производительность труда, качество и безопасность монтажных работ.
ТАКЕЛАЖНЫЕ РАБОТЫ
Для выполнения такелажных операций при монтаже лифтов используют специальную оснастку и грузоподъемные механизмы: строительные краны и подъемники, электрические и рычажные лебедки, тали, домкраты, блоки, траверсы, захваты и т. п.
Выбор необходимых такелажных средств определяет руководитель монтажных работ в зависимости от условий монтажа. Места установок и крепления лебедок, блоков, полиспастов необходимо согласовывать с руководством строительства.
Все тяжелые узлы и детали лифта, как правило, подают к месту их установки башенными строительными кранами. Если строительная часть лифта к монтажу не готова, а башенный кран должен быть демонтирован, генподрядчик совместно с представителем монтажной организации обеспечивают заблаговременно подъем краном лебедки и панели управления в заводской упаковке на уровень пола машинного помещения.
При отсутствии на объекте строительного крана оборудование лифта поднимается к месту установки с помощью монтажной лебедки соответствующей грузоподъемности. В случае крайней необходимости лебедку лифта разбирают на отдельные узлы.
На объекты с большой высотой подъема оборудование подают в соответствии со специально разработанным проектом производства работ (ППР). Поднимать оборудование можно только при наличии надежной двухсторонней связи между руководителем работ по подъему оборудования и рабочим, управляющим монтажной лебедкой.
На перемещение тяжелых узлов оборудования по этажным перекрытиям и лестничным маршам необходимо иметь разрешение руководства строительства.
К работе по подъему и перемещению грузов допускаются рабочие, прошедшие специальное обучение и инструктаж.
МЕТОДЫ МОНТАЖА ЛИФТОВ
МОНТАЖ ЛИФТОВ НЕУКРУПНЕННЫМИ УЗЛАМИ
Если у монтажной организации нет условий до начала монтажа выполнить работы по укрупнению узлов оборудования (сборка кабины, противовеса, заготовка жгута электропроводки и др.), а также, когда к началу монтажа шахта и машинное помещение имеют постоянные перекрытия, монтажные работы ведут в следующем порядке: подают узлы оборудования в машинное помещение и на этажные площадки; устанавливают в шахте леса (подмости), кронштейны для крепления направляющих, направляющие; собирают и устанавливают двери шахты; монтируют оборудование в приямке; собирают и устанавливают противовес и кабину; монтируют оборудование в машинном и блочном помещениях; подвешивают кабину и противовес па канаты, устанавливают канат ограничителя скорости; прокладывают электроразводки; устанавливают электроаппаратуру; подключают электропроводку и подвесной кабель; прокладывают заземление, выполняют строительно-отделочные работы; опробывают и регулируют узлы лифта, выполняют пуско-наладочные работы; сдают лифт в эксплуатацию.
Узлы оборудования в шахту и машинное помещение доставляют с помощью монтажной лебедки или строительных подъемных средств.
Оборудование в шахте (направляющие, двери шахты, сборка противовеса и кабины) монтируют с помощью монтажной лебедки. Лебедку и панель управления лифта устанавливают в проектное положение с помощью талей и монтажных лебедок. Работы по монтажу оборудования в шахте и машинном (блочном) помещении могут выполняться одновременно.
МОНТАЖ ЛИФТОВ УКРУПНЕННЫМИ УЗЛАМИ
В соответствии с ГОСТ 22011—76 лифтостроительные заводы должны поставлять в собранном виде кабины пассажирских (грузопассажирских), больничных, грузовых малых общего назначения и магазинных лифтов, лебедки и двери шахт для всех типов лифтов.
Монтажные организации, имеющие производственнокомплектовочные базы, получив лифтовое оборудование укрупненными узлами, выполняют дополнительные предмонтажные работы: заготовку жгутов электроразводок, подключение на кабине подвесного кабеля, зарядку электроаппаратуры, полную сборку противовесов, контроль качества оборудования и другие работы.
Укрупнение узлов оборудования дает возможность выполнить механический монтаж с помощью башенного крана: монтаж направляющих «ниткой»; дверей шахт «гирляндой», установку в шахте кабины и противовеса, а также лебедки и панели управления в проектное положение. Данный метод монтажа можно применять в строящихся зданиях, у которых не перекрыты шахта и машинное помещение.
Наиболее прогрессивным является «тюбинговый» метод монтажа, разработанный трестом Союзлифтмонтаж. Технологическая последовательность этого метода предусматривает выполнение работ в два этапа.
Первый этап — бригада монтажников работает вне строительной площадки. Работы этого этапа можно выполнять на специально выделенной территории предприятия, изготавливающего железобетонные объемные элементы (тюбинги) лифтов или на производственно-комплектовочной базе монтажной организации.
Рабочее место бригады площадью 200—250 м2 должно быть оборудовано мостовым или козловым краном грузоподъемностью не менее 5 т. На этой площадке тюбинг устанавливают на специальную опорную плиту.
Мостовым краном в тюбинг опускают специальный кондуктор, на котором навешены портал шахтной двери и кронштейны для крепления направляющих. Эти детали лифта ставят в тюбинг в проектное положение и приваривают к закладным деталям. Закладные детали — металлические пластины — закладывают согласно проекту в стены, верхние и нижние торцы тюбинга, при его изготовлении.
К закладным деталям в торцах стен тюбинга приваривают фиксирующие элементы, обеспечивающие необходимую точность при сборке шахты: к нижним торцам — пластины с отверстиями, которые были надеты на штыри опорной плиты до установки на нес тюбинга, к верхним торцам — пластины со штырями. После этого кран вынимает кондуктор из тюбинга. Возможен вариант, когда кондуктор постоянно закреплен на опорной плите, а тюбинг для крепления на нем узлов оборудования лифта надевают на кондуктор и снимают после выполнения всех указанных операций с помощью крана. Для окончательной подготовки тюбинга к монтажу в нем устанавливают инвентарные подмости, вызывные кнопки и обрамление проема дверей шахты.
В некоторых городах страны успешно применяют металлический профиль, изготавливаемый Челябинским заводом профилированных настилов для обрамления проемов дверей шахты.Тюбинг, оснащенный лифтовым оборудованием, транспортируют на специальном автотранспорте на строящийся объект.
На рабочей площадке плиту перекрытия шахты оснащают оборудованием или целиком пол машинного помещения с установкой бортиков вокруг отверстий для прохода канатов и заливки бетоном рамы лебедки.
На рабочей площадке в приямок шахты лифта устанавливают тумбы с амортизаторами. На некоторых ДСК изготавливают в настоящее время объемные приямки с тумбами и закладными деталями.
В 1977 г. Ростовское монтажное управление треста Союзлифтмонтаж совместно с Краснодарским заводом объемно-блочного домостроения освоило изготовление и монтаж полносборных объемных машинных помещений. В изготовленное на заводе машинное помещение бригада монтажников на рабочей площадке завода монтирует полностью оборудование с прокладкой труб и подключением силовой электропроводки. Ставятся демонтажная балка, люк, дверь машинного помещения и выполняются все отделочные работы. После этого полностью готовое и запертое на ключ машинное помещение транспортируют на строящийся объект.
Второй этап — бригада монтажников работает на строительной площадке.
Бригада монтажников одновременно со строительством дома собирает из тюбингов шахту лифта, используя строительный кран. Точность монтажа шахты обеспечивается за счет фиксирующих элементов. После установки последнего верхнего тюбинга в шахту лифта с помощью крана устанавливают направляющие, кабину и противовес в сборе. Шахту перекрывают железобетонной плитой со смонтированным на ней оборудованием или устанавливают полносборное машинное помещение. Дальнейший порядок монтажа лифта выполняют аналогично описанному в предыдущем разделе.
Тюбинговый метод позволяет начать монтаж лифта одновременно с возведением здания, что сокращает сроки «чистого» монтажа лифта. Основные преимущества этого метода:
исключение приемки шахты под монтаж, так как шахту монтируют монтажники-лифтовики;
значительное сокращение объема электросварочных работ на строительной площадке;
повышение качества работ за счет выполнения многих монтажных операций в стационарных условиях;лучшее обеспечение сохранности лифтового оборудования;
повышение производительности труда до 30%; снижение объема отделочных работ;
повышение безопасности монтажных работ, так как проемы дверей шахты закрыты дверями, запертыми па замок, а тюбинги поступают на объект с установленными инвентарными подмостями;
возможность сдачи лифтов в эксплуатацию до окончания строительства объекта;
оснащение тюбинга лифтовым оборудованием на «задел» независимо от строительной готовности объекта.
Для дальнейшего улучшения организации монтажных работ, сокращения простоев монтажных бригад из-за несвоевременной доставки оборудования на объект, в городах, где у монтажных организации имеются производственно-комплектовочные базы, монтажники выполняют не свойственные им ранее работы по приемке, хранению и транспортированию на строящиеся объекты лифтового оборудования. Эти работы монтажная организация ведет по договору с основным заказчиком (обычно с УКСом Горисполкома). В договоре обусловливается обеспеченность монтажной организации транспортными средствами и лимитами на содержание обслуживающего персонала ПКБ. Оборудование, поступающее на ПКБ, принимается по акту, в котором обязательно должен участвовать представитель заказчика (владелец лифта). В некоторых городах страны тюбинговый метод монтажа стал применяться и при строительстве кирпичных зданий жилищного и гражданского назначения.
МОНТАЖ МЕХАНИЧЕСКОГО ОБОРУДОВАНИЯ
ПРОВЕРКА РАЗМЕРОВ ШАХТЫ
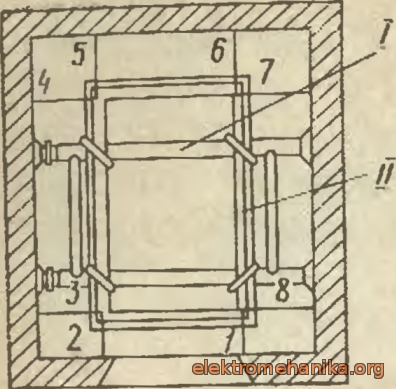
До начала монтажных работ необходимо проверить размеры и вертикальность шахты, а также соосность проемов для шахтных дверей на всех этажах и их размеры по высоте и ширине. Для этого па подмостях верхнего этажа или на перекрытии шахты на подставках устанавливают шаблон, наружные размеры которого соответствуют ширине и глубине кабины. Шаблон изготавливают из деревянных брусьев или используют инвентарный шаблон (рис. 1,2).
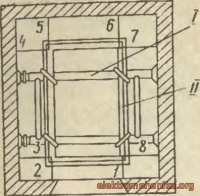
Рис. 1. Инвентарный шаблон для провески шахты
I - рама распорная; II - шаблон; 1-8 - порядковые номера замеров
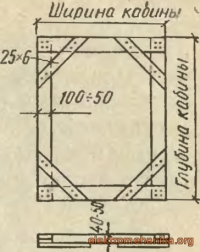
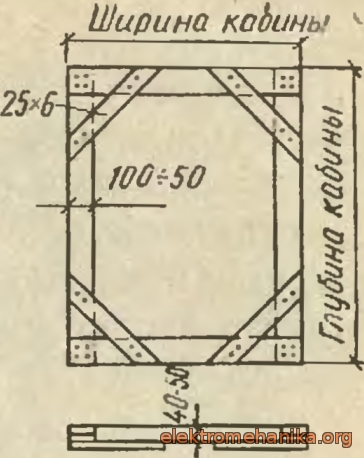
Рис. 2. Неинвентарный шаблон для провески шахты
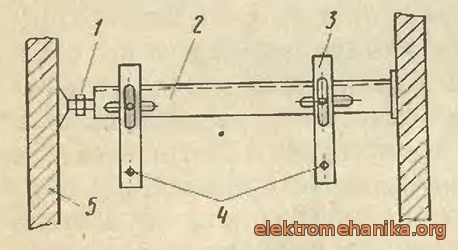
По углам шаблона закрепляют и опускают на всю высоту шахты 4 отвеса из стальной проволоки диаметром 1 —1,5 мм. К концам проволок в приямке подвешивают грузы массой 10— 15 кг (в зависимости от высоты шахты). При большой высоте шахты для предохранения от раскачивания отвесов грузы опускают в емкости с маслом. Шаблон перемещают так, чтобы расстояние от отвесов (наружных размеров кабины) до стен шахты соответствовало размерам, указанным в монтажном (установочном) чертеже. После этого шаблон надежно закрепляют, а отвесы крепят к деревянным брускам, установленным в распор к стенам приямка или в специальном инвентарном приспособлении (рис. 3). После закрепления отвесов расстояния от них до стен шахты измеряют на каждом этаже. Результаты замеров заносят в табл. 1.
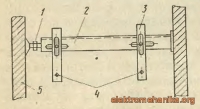
Рис. 3. Приспособление для крепления отвесов
1 — распорный болт; 2 — уголок;
3 — планка регулировочная; 4 — отвесы; 5 — стена шахты.
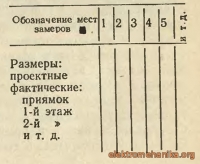
Табл.1 Результаты замеров шахты
Если размеры шахты меньше проектных и поэтому не выдерживаются минимальные расстояния, регламентированные Правилами Госгортехнадзора СССР, руководитель монтажных работ совместно с генподрядчиком и заказчиком принимают решение по доведению шахты до проектных размеров, указанных в монтажном чертеже. Одновременно с замерами шахты с помощью отвесов, опущенных по осям установки направляющих и по центральной оси шахтных дверей, проверяют точность установки закладных деталей для крепления направляющих и дверей шахты.
МОНТАЖ НАПРАВЛЯЮЩИХ
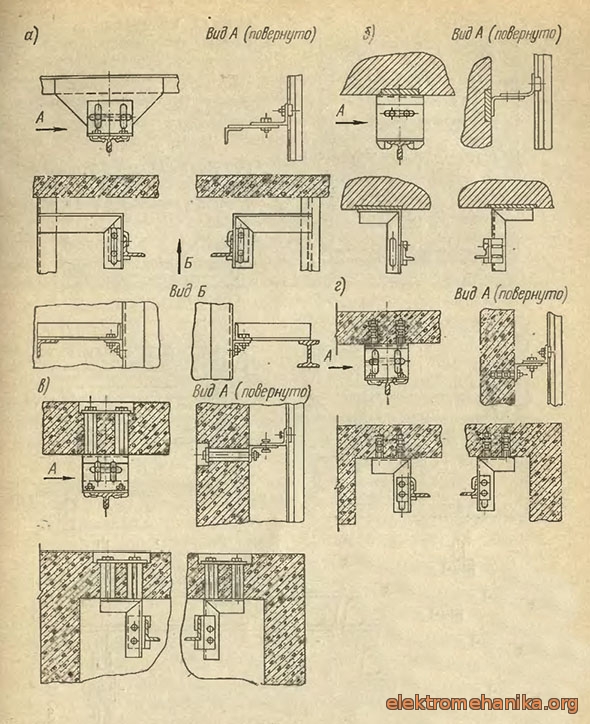
Направляющие устанавливают в шахте с помощью кронштейнов, которые крепят различными способами: приваркой к металлическим элементам, заложенным в стенах шахты; шпильками и при помощи дюбелей (рис. 4). При установке нескольких лифтов в общей шахте кронштейны крепят к строительным поэтажным балкам. Способ заделки кронштейнов в нишах стен бетоном применяют редко, в основном при монтаже лифтов большой грузоподъемности. Способ крепления кронштейнов указывается в чертежах завода-изготовителя.
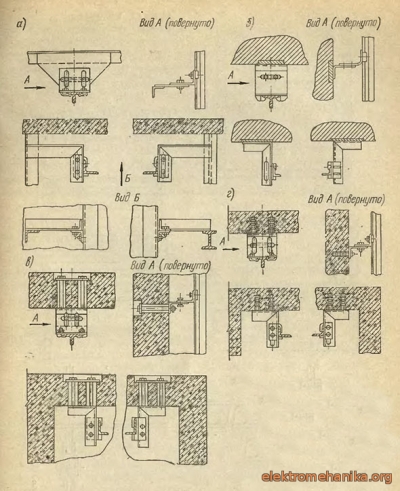
Рис. 4. Способы крепления кронштейнов направляющих
а — к металлическим конструкциям; б — к закладным деталям; в — на шпильках; г — на дюбелях.
При креплении кронштейнов дюбелями в стенах шахты в соответствии с шагом крепления направляющих сверлят отверстия под дюбеля сверлом с наконечником из твердых сплавов, соответствующим диаметру, указанному на дюбеле. В отверстия вставляют дюбеля, к которым болтами крепят опорные уголки.
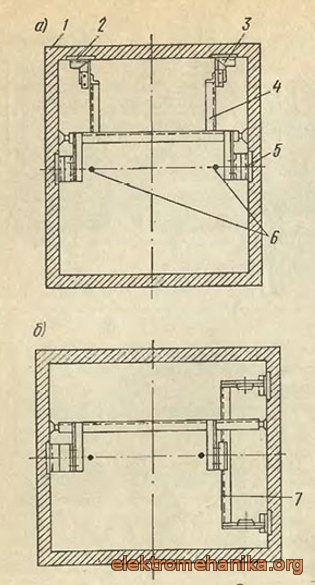
Кронштейны устанавливают, как правило, с помощью кондуктора (рис. 5). При отсутствии кондуктора кронштейны устанавливают по отвесам. В этом случае по шаблону выверяют и крепят к стене верхний кронштейн одной из «ниток» направляющих и по осям отверстий для крепления направляющих опускают вниз шахты два отвеса. По этим отвесам устанавливают и крепят в приямке нижний кронштейн и закрепляют к нему отвесы. На все устанавливаемые кронштейны данной «нитки» направляющих наносят риски в местах прохода отвесов. По намеченным рискам с помощью уровня выверяют и крепят все промежуточные кронштейны . Аналогично устанавливают кронштейны остальных «ниток» направляющих. Кронштейны должны быть установлены в соответствии с шагом крепления направляющих, указанным в монтажном чертеже. Отклонение кронштейна от горизонтали не должно превышать 1 мм на 1 м, отклонение от общей горизонтальной плоскости установки кронштейнов — не более 30 мм.
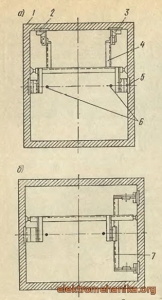
Рис. 5. Кондуктор для установки кронштейнов направляющих
а — при заднем расположении противовеса; б — при боковом расположении противовеса; 1 — шахта;
2 —закладная деталь; 3, 5 —кронштейны; 4 — кондуктор; 6 — отвесы; 7 — кронштейн комбинированный.
Метод монтажа направляющих зависит от того, перекрыта шахта или нет. Если шахта не перекрыта, направляющие поднимают па крышу здания и раскладывают по «ниткам» в порядке их монтажа. До установки направляющих необходимо проверить их прямолинейность с помощью шнура или лески, а также качество обработки торцов каждого куска направляющих.К верхним концам направляющих крепят стыковые планки. Нижнюю направляющую опускают в шахту башенным краном и фиксируют с помощью специальной монтажной рамы (рис. 6), установленной на перекрытии шахты.
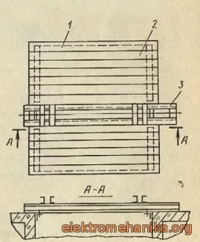
Рис. 6. Рама для монтажа направляющих «ниткой»
1 — щит перекрывающий шахту;
2 — рама; 3 — кабина.
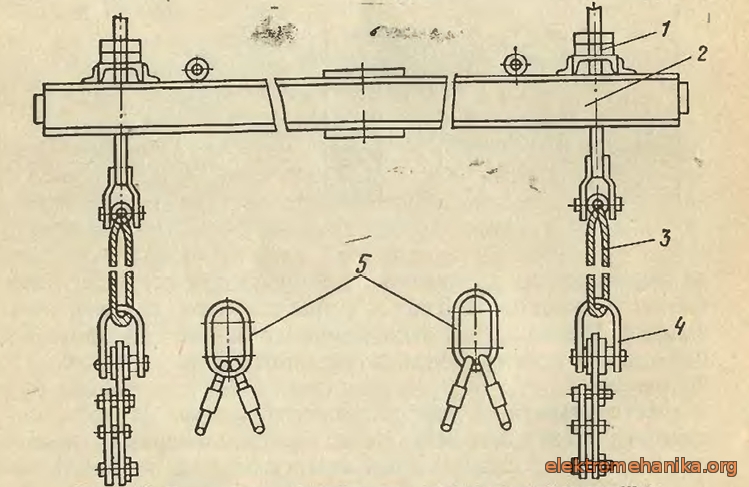
Затем краном заводят в шахту следующую направляющую и состыковывают с первой. Освобождают закрепленный в раме верхний конец нижней направляющей, опускают состыкованные направляющие в шахту и закрепляют верхний конец в раме. Аналогично выполняют стыковку остальных направляющих. Состыкованную «нитку» направляющих крепят к установленным кронштейнам прижимами. С помощью специальной траверсы и захватов (рис. 7) можно одновременно устанавливать две «нитки» направляющих (рис. 8). При опускании краном направляющих проем шахты необходимо закрыть щитами.
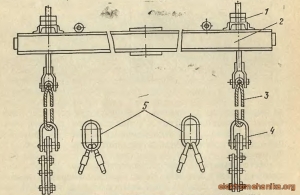
Рис. 7. Траверса и захваты для монтажа направляющих
1 — гайки; 2 — траверса; 3 — стальной канат; 4 — захват для направляющей противовеса; 5 — захват для направляющих кабины.
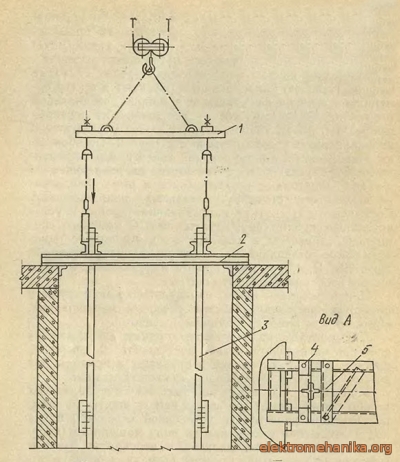
Рис. 8. Монтаж направляющих «ниткой»
При перекрытой шахте направляющие монтируют с помощью монтажной лебедки способом наращивания, «ниткой» или комбинированным способом.
Для монтажа направляющих одним из указанных способов их предварительно доставляют к дверному проему первой остановки и опускают в приямок. На верхние концы устанавливают стыковые планки.
Монтажную лебедку для подъема направляющих можно устанавливать на балках вверху шахты, на верхней этажной площадке с установкой отводного блока под перекрытием шахты или на полу машинного (блочного) помещения при наличии в перекрытии шахты монтажных отверстий. Во всех случаях лебедка и отводные блоки должны быть надежно закреплены.При монтаже направляющих способом наращивания устанавливают и крепят к кронштейнам нижний отрезок направляющей. На конец каната монтажной лебедки навешивают захват для крепления направляющих кабины (противовеса). К захвату крепят последующую направляющую, поднимают лебедкой на высоту нижней, состыковывают с ней и крепят к кронштейнам. Таким способом устанавливают все направляющие.
При монтаже направляющих «ниткой» к захвату на канате лебедки крепят верхнюю направляющую, поднимают се на высоту следующей за ней направляющей и состыковывают их. Тем же способом поочередно состыковывают все направляющие, а затем «нитку» крепят к кронштейнам. Комбинированный способ, включающий в себя два предыдущих, применяют при большой высоте шахты или при ограниченной грузоподъемности монтажной лебедки.
Нижние торцы направляющих должны опираться на металлическую пластину, уложенную на дно приямка.
Установленные в шахте направляющие выверяют с помощью отвесов по вертикали. Расстояние между направляющими кабины (противовеса) выверяют по специальному шаблону — штихмасу. Штихмас может быть разового применения, изготовленный из деревянного бруска или металлического профиля (уголка или трубы), и инвентарным.
От точности установки направляющих во многом зависит качество работы лифта. Отклонение направляющих от вертикали не должно превышать 1/5000 высоты до 50 м и не более 10 мм при высоте шахты свыше 50 м. Отклонение в размерах между головками направляющих не должно превышать 2 мм. Смещение кромок направляющих в месте стыка допускается не более 0,25 мм и должно быть устранено зачисткой на длине не менее 100 мм. Неплоскостность боковых рабочих поверхностей противоположных направляющих не должна превышать 0,5 мм.
МОНТАЖ ДВЕРЕЙ ШАХТЫ
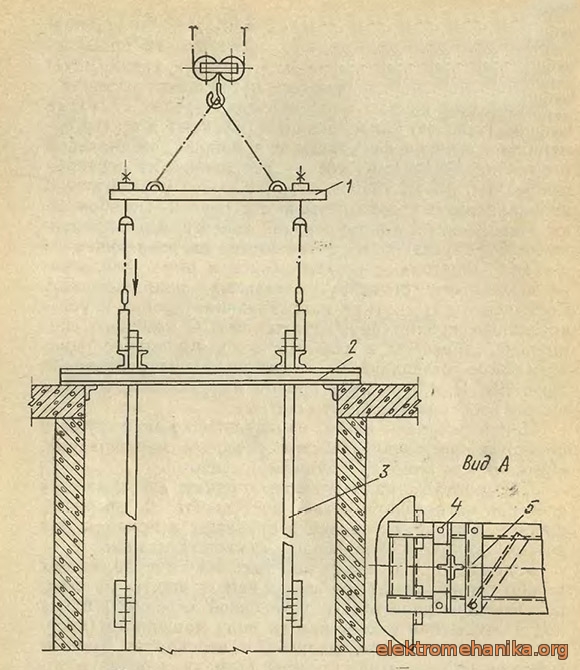
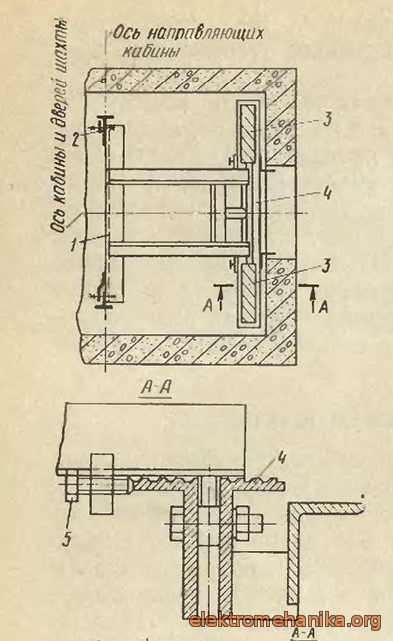
Двери шахты поставляют лифтостроительные заводы в собранном виде. При неперекрытой шахте монтаж блочных дверей пассажирских лифтов выполняют в следующей последовательности. Все двери подают башенным крапом на крышу здания. На перекрытии шахты устанавливают по оси установки дверей и раскрепляют монтажную лебедку. Краном дверь шахты первой остановки заводят в шахту и устанавливают па подмости верхнего этажа. Стропят дверь двухветвевым стропом, навешивают его на крюк монтажной лебедки и опускают по шахте на подмости первой остановки. Опускают все двери шахты на каждый этаж. С помощью монтажной лебедки стропят дверь шахты первой остановки и совмещают ее порог с отметкой чистого пола. Устанавливают и закрепляют в направляющих кондуктор для установки дверей шахты (рис. 9) и по нему выверяют порог двери, относительно направляющих кабины.
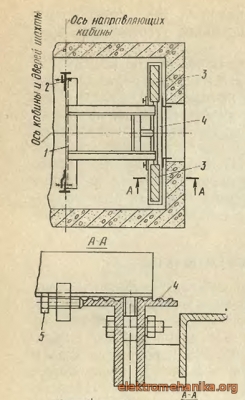
Рис. 9. Кондуктор для установки дверей шахты
1 — кондуктор; 2 — прижим; 3 — створки дверей; 4 — порог двери;
5 — винт.
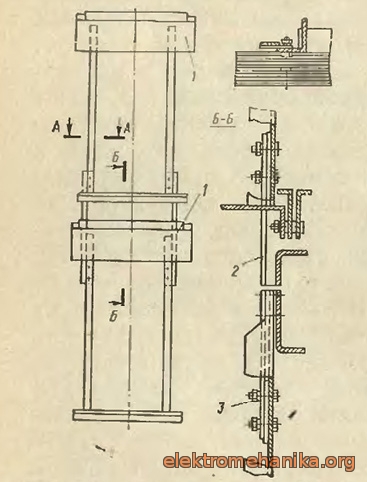
С линейки двери опускают отвес и проверяют размер от оси порога до оси линейки, отклонение от размера на чертеже не должно превышать 2 мм. Намечают место установки верхних уголков крепления и приваривают их к закладным деталям в стене шахты. Закрепляют шпильками верхние кронштейны дверей к опорным уголкам и отсоединяют дверь от каната лебедки. Проверяют совпадение порога с отметкой чистого пола и при необходимости шпильками регулируют верхнюю подвеску. Приваривают к закладным деталям уголки крепления порога и прикрепляют его к стене шахты. Так же устанавливают двери на всех этажах.При использовании специальных инвентарных металлических связок между порталами двери можно устанавливать в шахту способом «гирлянды» (рис. 10).
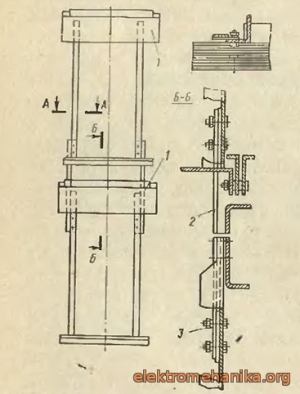
Рис. 10. Соединение шахтных дверей при их монтаже «гирляндой»
1 — шахтные двери; 2 — соединительная планка; 3 — болт, гайка, шайба.
Для этого на перекрытии шахты по осям шахтных дверей устанавливают монтажную раму (ту же, что и для монтажа направляющих «ниткой»). Краном с помощью специальной траверсы стропят дверь для первой остановки и заводят в ее раму. На раму под верхнюю балку двери подкладывают два бруска (створки дверей раздвигают), опирают на них дверь и отсоединяют траверсу. Затем «краном заводят в шахту следующую дверь, с помощью металлических связок соединяют между собой вертикальные стояки дверей и опускают двери вниз, фиксируя верхнюю дверь на монтажной раме. Указанным способом собирают в «гирлянду» все двери шахты. Используя монтажную лебедку, установленную на перекрытии шахты, стропят к ее канату нижнюю дверь, отсоединяют ее от общей «гирлянды» и устанавливают в проектное положение. Так монтируют все двери шахты.При перекрытой шахте двери подают на этажные площадки с помощью строительного подъемника или через дверной проем первой остановки по шахте с помощью монтажной лебедки. Способ установки двери в проектное положение тот же, что и для неперекрытой шахты. В случае, если двери шахты в собранном виде невозможно доставить на этажные площадки, их разбирают на отдельные узлы (порог, створки, верхняя балка, вертикальные стояки).
Сборку дверей в шахте начинают с установки по кондуктору порога дверей, затем крепят к нему вертикальные стояки и к ним — верхнюю балку. С помощью отвесов и уровня устанавливают собранную дверь в проектное положение и навешивают створки.
Двери грузовых лифтов устанавливают в проектное положение так же как и пассажирских, предварительно снимая с них створки. Двери к стенам шахты крепят с помощью кронштейнов, установленных на вертикальных стояках. На этажные площадки двери доставляют монтажной лебедкой, при необходимости их разбирают на отдельные узлы.
Установка шахтных дверей требует особой тщательности и точности. Пороги дверей должны быть установлены горизонтально, отклонение от горизонтали не должно превышать 2 мм на длину порога, отклонение дверей от общей вертикальной плоскости — 2 мм по высоте двери.
После окончания монтажа дверей выполняют их регулировку. Створки дверей пассажирских лифтов должны свободно открываться и закрываться и плотно прилегать друг к другу по всей высоте. Допускается местный зазор не более 2 мм на длине не более 300 мм. Зазор между створкой и обрамлением проема шахтной двери должен быть выдержан в пределах 2—5 мм. Зазор между контрроликами и линейкой должен быть не более 0,2 мм. Зазор между защелкой замка и упором каретки должен быть 1—2 мм. Зазор между нижней торцевой поверхностью створки и порогом в закрытом положении должен быть 5 ±1 мм. Заход крайнего башмачка в паз порога при полностью открытой створке должен быть не менее 6 мм.
Ширина проема шахтной двери больше, чем размер двери по ширине. Поэтому по всей высоте шахтной двери с двух сторон остаются щели. Работы по заделке этих щелей выполняют строительные организации, применяя плиты ДСП, черный металл, сырую штукатурку и другие материалы. Как правило, обрамления выполняют некачественно и их устройство задерживает сдачу лифта в эксплуатацию. Рекомендуется при обрамлении шахтных дверей применять специальный профиль из тонкого металла толщиной 0,8—1 мм, а установку обрамления поручить бригаде, которая монтировала лифт. При этом сокращаются сроки сдачи лифта в эксплуатацию, а обрамления имеют высокое качество.
Створки дверей грузовых лифтов должны открываться легко и свободно на всю ширину дверного проема, нс касаясь пола; фартук дверей подниматься и опускаться свободно, а при закрытых створках и запертом ригельном замке не подниматься; шпингалетный замок должен работать свободно, без заеданий, защелка замка западать за упор под действием собственной массы.
Шахтные двери, автоматические и шпингалетно-ригельные замки необходимо регулировать по чертежам и инструкциям завода-изготовителя.
МОНТАЖ ОБОРУДОВАНИЯ ПРИЯМКА
В приямке лифта монтируют буфера, натяжное устройство ограничителя скорости и натяжное устройство компенсирующих канатов (для скоростных лифтов). Базой для установки оборудования являются направляющие. Пружинные буфера крепят на бетонных тумбах, в опорной плоскости которых должны быть заложены металлические пластины, к которым приваривают опорные стойки буфера.
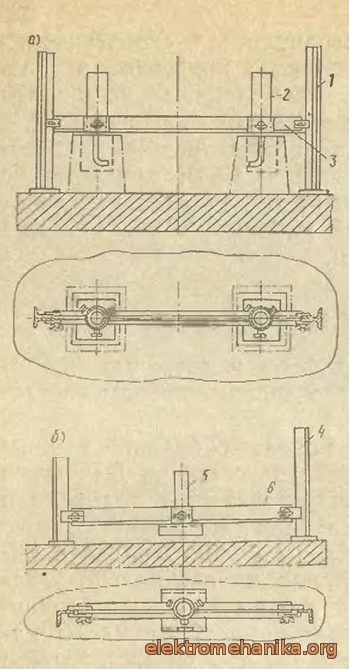
Если к началу монтажа оборудования приямка опорные тумбы отсутствуют, то опорные стойки буферов устанавливают с помощью кондуктора (рис. 11) или металлических уголков, которые временно прихватывают электросваркой к направляющим. По опорным стойкам строители ставят опалубку и изготавливают бетонные тумбы.
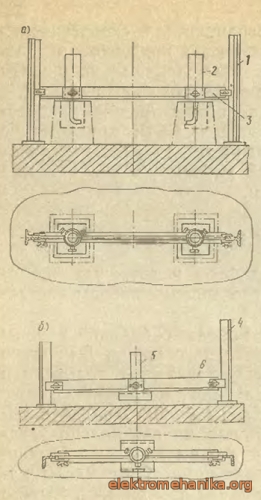
Рис. 11. Кондуктор для установки буферов кабины (а) и противовеса (б)
1 — направляющая кабины; 2 — стойка буфера кабины; 3, 6 — кондукторы; 4 — направляющая противовеса; 5 — стойка буфера противовеса.
Центры буферов должны находиться по оси направляющих в соответствии с монтажным чертежом. Расстояние до опорной поверхности буфера по вертикали определяется от порога двери нижней остановки.
Монтаж масленых буферов для скоростных лифтов производят после закрепления и выверки в приямке опорной рамы. Отклонение буферов от вертикали не должно превышать 1/1000 их высоты.Натяжное устройство ограничителя скорости крепится к направляющей с помощью прижимов в соответствии с монтажным чертежом, причем подвижная часть кронштейна должна быть строго горизонтальна.
Глубина приямка должна соответствовать требованиям Правил Госгортехнадзора СССР: при посадке кабины на полностью сжатый буфер расстояние от нижних выступающих частей кабины до дна приямка должно быть не менее 750 мм.
МОНТАЖ КАБИНЫ
Кабины пассажирских лифтов и грузовых грузоподъемностью 500 кг лифтостроительные заводы поставляют в собранном виде.
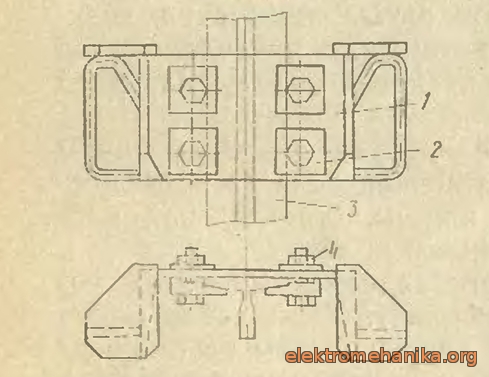
При неперекрытой шахте монтаж собранной кабины выполняют с помощью строительного крана. Для этого в шахте на двух верхних этажах снимают подмости и устанавливают металлические балки на 1 —1,5 м ниже порога верхней остановки. Концы балок заводят в ниши для установки подмостей или на специально установленные и закрепленные к стенам опорные уголки. Номера балок выбирают в зависимости от массы кабины в соответствии с инструкцией по монтажу. Вместо балок могут применяться специальные инвентарные упоры, закрепленные прижимами к направляющим кабины (рис. 12). С помощью крана кабину опускают в шахту, при этом башмаки кабины заводят в направляющие и кабину опускают па опоры. Установленную в шахте кабину рекомендуется посадить на ловители, для чего вручную поднимают рычаг включения ловителей и закрепляют его канатом или проволокой за вышележащий кронштейн крепления направляющей кабины.
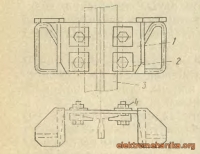
Рис. 12. Инвентарный упор для установки кабины
1 — кронштейн; 2 — прижим; 3 — направляющая; 4 — болт, гайка, шайба.
Кабины, поступающие с заводов в разобранном виде, собирают на производственной базе (с последующей доставкой на объект) или на строительной площадке в зоне действия башенного крана.
При перекрытой шахте поставляемые заводами кабины в собранном виде разбирают. Узлы кабины пассажирских лифтов собирают вверху шахты на опорных балках или инвентарных упорах с помощью монтажной лебедки. Вначале на опорах устанавливают нижнюю балку каркаса, заводя ее башмаками в направляющие, и выверяют по уровню. К балке крепят вертикальные стояки. С помощью лебедки в шахту подают верхнюю балку каркаса, заводят башмаки в направляющие и крепят «к стоякам. На нижнюю балку устанавливают и крепят раму с полом. К верхней балке временно подвязывают крышу купе кабины, собирают и крепят к раме пола щиты ограждения купе, к которым затем •крепят крышу. На крыше кабины устанавливают верхнюю балку дверей, привод дверей и навешивают створки. Купе выверяют по отвесу и крепят к вертикальным стоякам каркаса. После сборки регулируют ловители, двери кабины и подвижной пол.
Кабины грузовых лифтов монтируют в том же порядке, что и пассажирские. Степы и крышу собирают из отдельных металлических щитов. Кабины грузовых лифтов большой грузоподъемности собирают, как правило, внизу шахты.
Сборку кабин производят по сборочным чертежам завода-изготовителя.
Продолжение
|