Соединение проводов сваркой
 Кроме описанных ранее способов соединения проводов достаточно широко в последнее время применяется сварка. Кроме описанных ранее способов соединения проводов достаточно широко в последнее время применяется сварка.
Сварное соединение предпочтительнее всех
остальных: с его помощью проще всего получить достаточно надежный и
качественный контакт. Поэтому срок безотказной работы электропроводки
получается очень большим.
Сейчас проводка чаще всего выполняется
медным проводом, алюминиевый провод стараются не применять. Поэтому
далее речь пойдет в основном о сварке медных проводов.
Сварку медных проводов можно производить
как переменным, так и постоянным током при напряжении 12 - 36В, при
этом следует предусмотреть возможность регулирования тока сварки.
Наиболее подходящим для сварки проводов следует считать сварочный
аппарат инверторного типа.
Сварочные аппараты инверторного типа
Достоинства инверторных аппаратов широко
известны. Прежде всего, это малые габариты и вес, а некоторые модели
имеют в комплекте ремень для ношения через плечо. Это позволяет повесить
аппарат на ремне через плечо и поднявшись по лестнице-стремянке
производить сварку скруток в распаячной коробке.
Инверторные аппараты, как правило, имеют
широкий диапазон регулирования сварочного тока. Дуга у таких аппаратов
очень устойчивая, хорошо зажигается при малых токах сварки, поэтому даже
малоопытный сварщик очень скоро может добиться прекрасных результатов,
получить хорошее качество сварных соединений.
Также к достоинствам инверторных
аппаратов следует отнести малое энергопотребление по сравнению с
обычными трансформаторными сварочниками. Поэтому вполне возможно
подключение к бытовой электропроводке: не будет наблюдаться мигания
света и сбоев в работе различной бытовой аппаратуры, не будет жалоб
соседей.
Сварка медных проводов так же опасна,
как и обычная сварка стали. В полной мере сохраняется опасность
«нахвататься зайчиков» и получить ожоги от расплавленного металла.
Поэтому работы по сварке проводов следует проводить в сварочной маске,
сварочных рукавицах. Спецодежда также должна предусматривать работу со
сваркой. Кроме того, необходимо соблюдать все меры пожарной безопасности
и правила техники безопасности, как при обычных сварочных работах.
Для сварки медных проводов применяются
специальные угольные обмедненные электроды, которые часто называют
«карандаш». При отсутствии таких специальных электродов можно
использовать обычный угольный стержень от негодной батарейки. При этом
сварочный ток, в зависимости от диаметра и количества свариваемых
проводов можно рекомендовать, хотя бы ориентировочно, в пределах, как
указано ниже.
Сварочный ток 70А достаточен для сварки
двух медных проводов сечением 1,5 мм2, для трех таких же проводов
потребуется 80 - 90А. Для двух - трех проводов сечением 2,5 мм2 ток
достигает уже 80 - 100А, а для трех-четырех 100 - 120А.
Приведенные цифры следует считать
ориентировочными, поскольку медь, используемая в проводах, в зависимости
от изготовителя по составу и свойствам различается весьма значительно.
Соответственно будут различаться и режимы сварки.
Оптимальным считается тот режим, когда
электрод не прилипает к месту сварки, а дуга будет устойчивой. Это
сочетание достигается уже в процессе работы опытным путем. Примерно
такими пределами следует руководствоваться, приобретая инверторный
сварочный аппарат. Если аппарат предполагается использовать лишь для
подобных работ, то более мощный не потребуется.
Технология сварки проводов
Собственно сварка состоит из нескольких
технологических операций. Сначала с проводов следует снять оболочку и
изоляцию, после чего выполнить скрутку. Полученную скрутку подрезать
так, чтобы концы всех проводов были на одном уровне, а длина скрутки
получилась бы не менее 50 мм.
После этого на скрутку устанавливается
медный теплоотводящий зажим, и подключается «масса» сварочного аппарата.
После этих операций к концу скрутки подносят торец заряженного в держак
угольного «карандаша» и производят сварку. В результате на конце
скрутки должен образоваться аккуратный шарик расплавленной меди, после
чего сварку следует прекратить. Чтобы не расплавить изоляцию проводов
время сварки каждой скрутки не должно превышать 1 - 2 сек. После того,
как сваренные скрутки остынут, их следует изолировать с помощью
изоляционной ленты или, что более современно, с помощью термоусадочной
трубки.
Самодельные аппараты для сварки проводов
Инверторные аппараты для сварки скруток
очень хороши, но им присущ один недостаток, пожалуй, единственный. Это
высокая цена. Поэтому приобретение такого аппарата становится
целесообразным, когда выполнение сварочных работ производится регулярно,
а не от случая к случаю, например в условиях специализированных
электротехнических бригад и предприятий. Если же планируется просто
замена электропроводки в двух или трех комнатной квартире собственными
силами, то вполне возможно обойтись самодельным сварочным аппаратом,
даже просто трансформатором, подходящей мощности.
В качестве такого трансформатора вполне
подойдет трансформатор серии ТБС (Трансформатор Броневой Станочный),
показанный на рисунке 1.
Рисунок 1. Трансформатор серии ТБС
Для сварки проводов вполне подойдет
трансформатор мощностью не менее 600 Вт и напряжением вторичной обмотки 9
- 36В. К вторичной обмотке подключается держатель электрода и зажим
для подключения «массы».
Сварка осуществляется угольным
электродом (стержень из батарейки) таким же способом, как было написано
выше для инверторного сварочного аппарата. Собственно весь процесс тот
же самый: от зачистки проводов и до касания скрутки угольным стержнем и
последующей изоляции скруток.
При отсутствии такого трансформатора его
несложно изготовить самостоятельно. Для этого потребуется Ш - образное
трансформаторное железо с площадью сердечника не мерее 30 см2. При
площади 30 см2 и сетевом напряжении 220В первичная обмотка содержит 293
витка, выполненных обмоточным проводом диаметром 0,8 - 1,0 мм.
Вторичная обмотка наматывается в три
провода диаметром 3 мм, либо более тонким в четыре – пять проводов, но
только чтобы общая площадь была не менее 15 - 20 мм2. При напряжении
вторичной обмотки 10В она должна при указанном железе содержать 13
витков.
Если нет именно такого железа, то количество витков можно определить по приведенным ниже формулам.
W1=40*U1/S
W2=40*U2/S
По этим формулам определяется число
витков для первичной и вторичной обмоток, где S – площадь сердечника, 40
– эмпирический коэффициент (может лежать в пределах 40 - 60, чем лучше
железо, тем меньше цифра), U1 напряжение сети (220В), U2 – требуемое
напряжение вторичной обмотки. Кстати, эта формула подходит для расчета
любого трансформатора, не обязательно сварочного.
Так же, как и в предыдущем случае,
потребуется сварочная маска или очки и рукавицы, иначе ожоги
расплавленным металлом или «зайчики» в глазах гарантированы. Для
упрощения процесса сварки можно воспользоваться специальным зажимом,
показанным на рисунке 2.
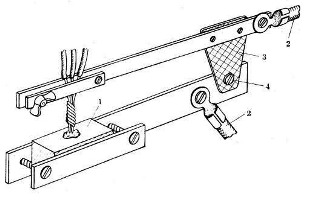
Рисунок 2. Приспособление для сварки скруток
Конструкция приспособления несложна и
понятна из рисунка. Напряжение от сварочного трансформатора с помощью
проводов 2 подводится к верхней (подвижный рычаг) и нижней (основание)
частям, соединенным между собой изоляционной пластиной 3, с помощью
шарнира 4. На основании закреплен угольный электрод 1 с углублением для
флюса, в качестве которого используется обычная бура, продающаяся в
аптеках.
Провода 2 должны быть как можно короче, а
сечение иметь по возможности максимальное, не менее, чем сечение
вторичной обмотки трансформатора. Сетевой выключатель должен находиться
как можно ближе, лучше, если это будет проходной выключатель на проводе,
как у торшера.
Процесс сварки в этом случае выглядит
так. Сначала барашковым зажимом на подвижном рычаге закрепляется
свариваемая скрутка. В углубление угольного электрода засыпается флюс,
рычаги сжимаются рукой. После этого подается напряжение на сварочный
трансформатор, и в углублении угольного электрода под слоем флюса
образуется шарик. Трансформатор после этого следует отключить и выждать
время, пока шарик остынет прямо в приспособлении.
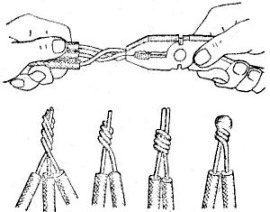
Время сварки, как правило, определяется
практически, поэтому сначала следует потренироваться на ненужных
обрезках проводов. С помощью данного приспособления возможна сварка
алюминиевых проводов, а также алюминия и меди. Методы выполнения скруток
для этого случая показаны на рисунке 3.
Рисунок 3. Скрутки для сварки проводов
Борис Аладышкин
http://electrik.info/
|