Важной особенностью конструкции любого сварочного аппарата является
возможность регулировки рабочего тока. известны такие способы
регулировки тока в сварочных трансформаторах: шунтирование с помощью
дросселей всевозможных типов, изменение магнитного потока за счет
подвижности обмоток или магнитного шунтирования, применение магазинов
активных балластных сопротивлений и реостатов. Все эти способы имеют
как свои преимущества, так и недостатки. Например, недостатком
последнего способа, является сложность конструкции, громоздкость
сопротивлений, их сильный нагрев при работе, неудобство при
переключении. Наиболее оптимальным является способ ступенчатой
регулировки тока, с помощью изменения количества витков, например,
подключаясь к отводам, сделанным при намотке вторичной обмотки
трансформатора. Однако, этот способ не позволяет производить
регулировку тока в широких пределах, поэтому им обычно пользуются для
подстройки тока. Помимо прочего, регулировка тока во вторичной цепи
сварочного трансформатора связана с определенными проблемами. В этом
случае, через регулирующее устройство проходят значительные токи, что
является причиной увеличения ее габаритов. Для вторичной цепи
практически не удается подобрать мощные стандартные переключатели,
которые бы выдерживали ток величиной до 260 А. Если сравнить
токи в первичной и вторичной обмотках, то оказывается, что в цепи
первичной обмотки сила тока в пять раз меньше, чем во вторичной
обмотке. Это наталкивает на мысль поместить регулятор сварочного тока в
первичную обмотку трансформатора, применив для этой цели тиристоры. На
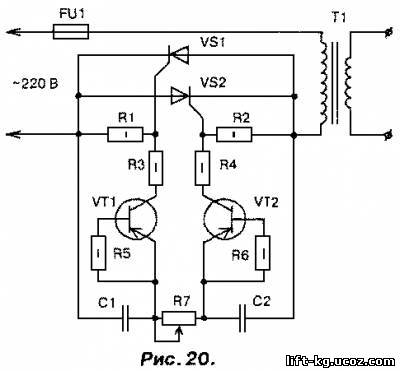
рис. 20 приведена схема регулятора сварочного тока на тиристорах. При
предельной простоте и доступности элементной базы этот регулятор прост
в управлении и не требует настройки. Рис. 20. Принципиальная схема регулятора тока сварочного трансформатора: VT1, VT2 -П416 VS1, VS2 - Е122-25-3 С1, С2 - 0,1 мкФ 400 В R1, R2 - 200 R3, R4 - 220 R5, R6 - 1 кОм R7 - 68 кОм
Регулирование мощности происходит при периодическом отключении на
фиксированный промежуток времени первичной обмотки сварочного
трансформатора на каждом полупериоде тока. Среднее значение тока при
этом уменьшается. Основные элементы регулятора (тиристоры) включены
встречно и параллельно друг другу. Они поочередно открываются
импульсами тока, формируемыми транзисторами VT1, VT2. При
включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2
начинают заряжаться через переменный резистор R7. Как только напряжение
на одном из конденсаторов достигает напряжения лавинного пробоя
транзистора, последний открывается, и через него течет ток разряда
соединенного с ним конденсатора. Вслед за транзистором открывается и
соответствующий тиристор, который подключает нагрузку к сети.
Изменением сопротивления резистора R7 можно регулировать момент
включения тиристоров от начала до конца полупериода, что в свою очередь
приводит к изменению общего тока в первичной обмотке сварочного
трансформатора Т1. Для увеличения или уменьшения диапазона регулировки
можно изменить сопротивление переменного резистора R7 в большую или
меньшую сторону соответственно. Транзисторы VT1, VT2,
работающие в лавинном режиме, и резисторы R5, R6, включенные в их
базовые цепи, можно заменить динисторами (рис. 21) Рис. 21 Принципиальная схема замены транзистора с резистором на динистор, в схеме регулятора тока сварочного трансформатора.
аноды динисторов следует соединить с крайними выводами резистора R7, а
катоды подключить к резисторам R3 и R4. Если регулятор собрать на
динисторах, то лучше использовать приборы типа КН102А. В
качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого
образца типа П416, ГТ308, однако эти транзисторы, при желании, можно
заменить современными маломощными высокочастотными транзисторами,
имеющими близкие параметры. Переменный резистор типа СП-2, а постоянные
резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее
напряжение не менее 400 В. Все детали устройства с помощью
навесного монтажа собираются на текстолитовой пластине толщиной 1...1,5
мм. Устройство имеет гальваническую связь с сетью, поэтому все
элементы, включая теплоотводы тиристоров, должны быть изолированы от
корпуса. Правильно собранный регулятор сварочного тока особой
наладки не требует, необходимо только убедиться в стабильной работе
транзисторов в лавинном режиме или, при использовании динисторов, в
стабильном их включении. |